Root Causes of Early-Life BESS Failures: Integration, Testing, and Commissioning Gaps
Here’s a truth the battery storage industry rarely admits: most early-life BESS failures don’t come from bad cells or faulty inverters. They begin long before commissioning, with integration gaps and system-level issues that were never validated during factory acceptance testing.
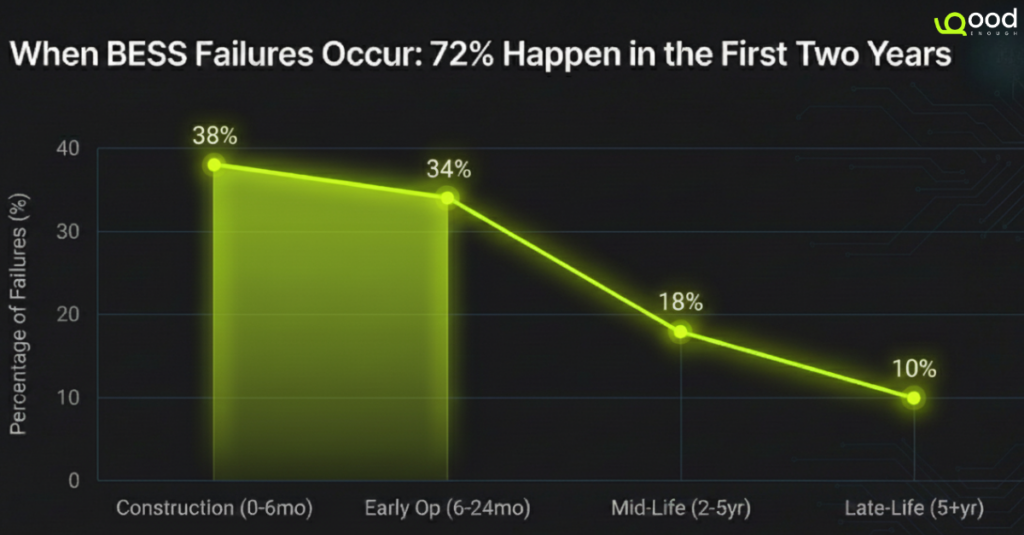
The data is stark. According to analysis from the EPRI BESS Failure Incident Database, integration, assembly, and construction issues account for 36% of all BESS failures, more than any other single root cause. Even more concerning is the timing: 72% of failures occur during construction, commissioning, or within the first two years of operation. That’s not random bad luck—it’s a preventable pattern.
What the Data Reveals About Early-Life BESS Failures
Early-life failures dominate the risk profile of modern battery energy storage projects. These failures are concentrated in the phase where systems transition from design and factory assembly to real-world operation.
EPRI’s analysis shows that failures linked to system integration, assembly quality, and construction practices outweigh failures caused by individual component defects. This indicates that the problem is not cell chemistry or inverter reliability alone, but how systems are engineered, assembled, and validated as a whole.
Root Causes of BESS Failures (EPRI Analysis)
Why Integration, Not Batteries, Causes Most Failures
The real issue isn’t the batteries themselves. Modern BESS installations combine components from multiple vendors- DC battery racks, AC power conversion systems, thermal management units, fire protection hardware, and control software.
When Factory Acceptance Testing (FAT) is skipped or rushed, these subsystems are never validated as a complete system. Incompatibilities remain hidden until the system is energized on-site, where even small mismatches can escalate into expensive failures.
Why Pre-Commissioning Testing and FAT Matter
Factory Acceptance Testing is the first and most effective defense against field failures. It functions as a controlled rehearsal, allowing defects to be identified and corrected in the factory—where fixes are faster, cheaper, and safer.
Discovering these problems after installation often results in months of downtime, lost revenue, and reputation damage.
Failure Modes That FAT Is Designed to Prevent
System-Level Integration Defects
Clean Energy Associates’ 2024 analysis of 680 factory audits found that 72% of manufacturing defects are system-level integration issues, up sharply from 48% in earlier years. Common problems include mismatched Balance of System components, undersized HVAC units, incorrect wiring gauges, and coolant systems with latent leakage risks.
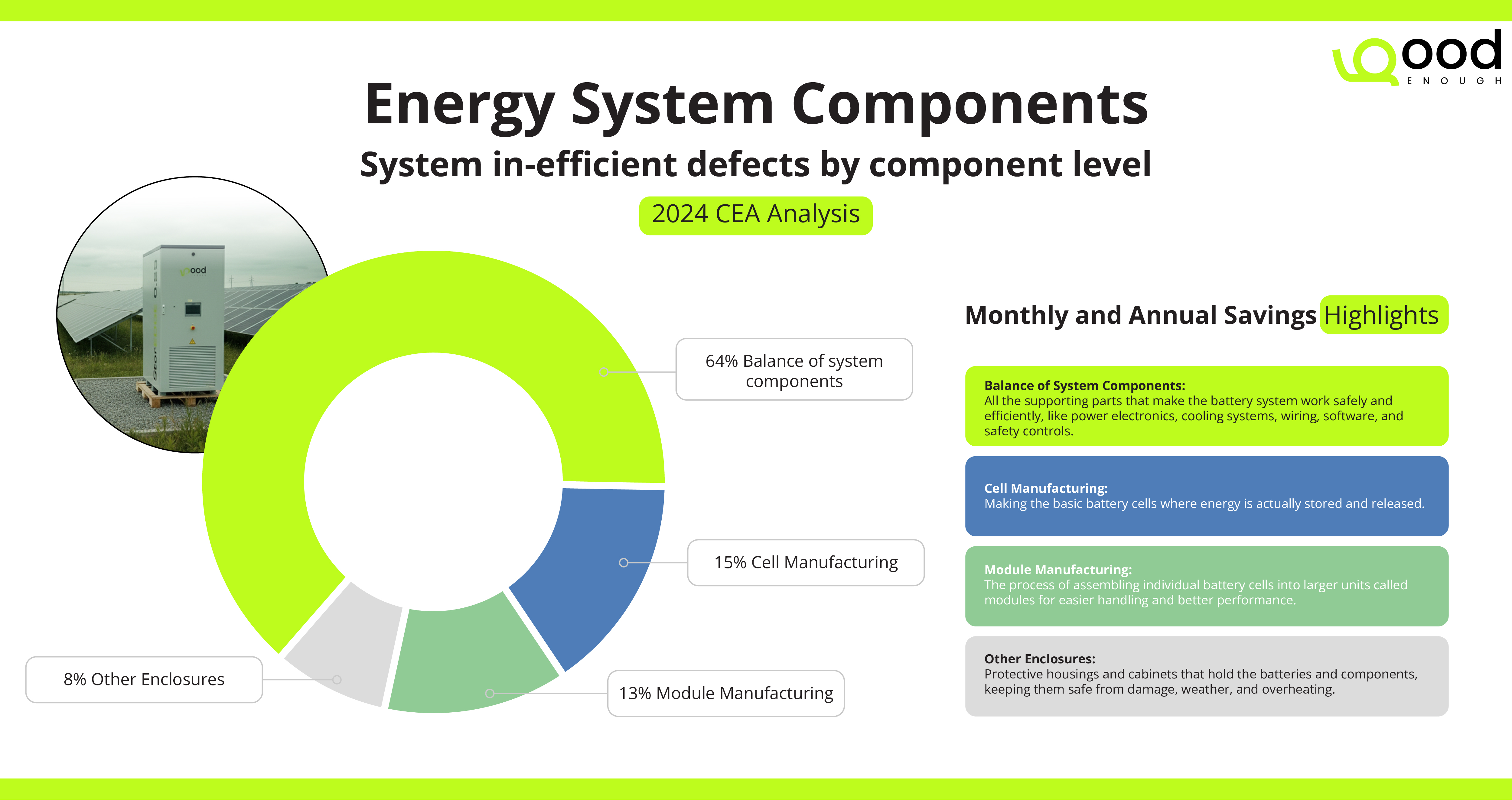
System Integration Defects by Component Level (2024 CEA Analysis)
SOC Drift and Battery Management System Calibration Errors
State of Charge (SOC) drift is one of the most damaging post-commissioning issues. A miscalibrated Battery Management System reports inaccurate energy levels, leading to underutilization, deep discharging, or rack-level imbalance.
The fix is often straightforward a re calibration procedure but only if the issue is detected early during FAT or commissioning.
Thermal Hotspots and Thermal Runaway Risk
Thermal hotspots develop when cooling distribution is uneven, when battery racks are imbalanced, or when enclosure design allows condensation on sensitive electronics. These hotspots trigger thermal runaway, potentially resulting in fires that can lead to ₹5–20 crore in cumulative losses, factoring in asset damage, fire suppression, and prolonged operational downtime.
Inverter nuisance tripping happens when power conversion systems aren’t properly tuned to site-specific grid conditions during commissioning. Unresolved tuning issues cause the system to disconnect unexpectedly, defeating its purpose as a grid support asset and frustrating utility operators.
Inverter Nuisance Tripping and Grid Synchronisation Issues
Inverter nuisance tripping occurs when power conversion systems are not properly tuned to site-specific grid conditions during commissioning. Poor protection settings or synchronisation errors cause repeated disconnections, undermining system reliability and grid support capability.
What Happens When Early-Life BESS Failures Are Missed During FAT
The risks of inadequate FAT are magnified by market timing. Nearly 78% of the global BESS fleet has been installed in the last two years, placing most systems in the high-risk early-life window.
Why Early-Life BESS Failures Cost More to Fix On-Site
Field failures require emergency repairs at 3–5x the cost of factory corrections, with on-site troubleshooting eating weeks of valuable operation time. Integration issues emerge slowly, causing cumulative degradation that’s difficult to diagnose. A poorly sealed enclosure might pass initial checks but fail after exposure to rain or humidity, corroding contacts and triggering failures months later. Early-stage detection becomes reactive instead of preventive. Without anomaly detection algorithms trained during FAT, operators miss subtle warning signs, uneven cell voltage profiles, rising contact resistances, or HVAC efficiency drops until catastrophic failure occurs. When BESS Failures Occur: 72% Happen Early (Construction Through 2 Years)
Reactive Maintenance vs Preventive Detection
Without anomaly detection models trained during FAT, early warning signs—uneven cell voltages, rising contact resistance, declining HVAC efficiency go unnoticed until failure occurs.
The Technical Fixes: What Proper FAT Catches
A rigorous FAT protocol includes:
Insulation resistance testing to verify electrical safety and catch design flaws in enclosure sealing, grounding, or wire bundling before deployment.
Load bank testing under real operating conditions to validate that the PCS (Power Conversion System) achieves its rated efficiency (≥98%) and that emergency shutdown systems work reliably.
Thermal analysis and monitoring to profile temperature distribution across racks and identify cooling inadequacies or hotspots before they escalate to thermal runaway.
Capacity and voltage tests to confirm that each battery module delivers expected energy output, catching weak cells or manufacturing defects that would otherwise cause balancing issues on-site.
SOC calibration procedures to establish baseline charge-discharge curves and synchronize voltage measurements across racks, preventing the insidious drift that undermines operational accuracy.
The Future: Automated FAT and AI-Driven Anomaly Detection
The industry is evolving. Stricter FAT mandates from utilities and Engineering, Procurement, and Construction (EPC) firms are pushing toward automated test benches that run standardized protocols without human shortcuts. Meanwhile, AI-driven anomaly detection systems are being embedded into FAT workflows, learning normal operating signatures during factory testing and flagging deviations in real-time commissioning data.
These systems use sophisticated algorithms analyzing voltage patterns across thousands of cells, thermal signatures via infrared imaging, and electrical resistance trends to catch problems that would otherwise remain dormant for months. The advantage: early detection enables preventive maintenance instead of emergency shutdowns.
The Bottom Line for Your Projects
Skip FAT at your peril. The cost of a comprehensive factory test typically 3–5% of system cost pays for itself in the first prevented failure. The EPRI data is unambiguous: integration and construction problems are the overwhelming source of BESS failures, and they’re entirely preventable with rigorous pre-commissioning testing.
As the BESS market matures and systems scale larger, FAT will shift from a best practice to a non-negotiable requirement. The question isn’t whether to implement FAT; it’s whether to do it now and protect your project, or to learn the hard way after deployment.
How StorEDGE 0.25 Is Deployed: Our Pre-Commissioning Approach
At GoodEnough Energy, the failure patterns outlined above directly inform how StorEDGE 0.25 is tested before deployment. Pre-commissioning is treated as a system-level engineering step, not a formality.
Each StorEDGE 0.25 unit undergoes full Factory Acceptance Testing with all subsystems integrated battery racks, PCS, thermal management, protection, and controls under simulated operating conditions. This allows integration issues, thermal imbalances, and control mismatches to be identified and corrected at the factory rather than on-site.
During FAT, we also establish baseline electrical, thermal, and SOC signatures, enabling early anomaly detection during commissioning and initial operation. The objective is simple: ensure site commissioning is verification, not troubleshooting, and reduce the risk of early-life failures that dominate BESS projects.
Citations & Source:
TWAICE/EPRI/PNNL joint study on BESS failures
Clean Energy Associates 2024 Quality Assessment (72% system-level integration defects)
EPRI BESS Failure Incident Database (36% integration/assembly/construction root cause)